
 eng
eng





Выпуск #3/2010
С.Аваков, Л.Пушкин, В.Русецкий, Г.Трапашко, В.Юдицкий.
Лазерное оборудование для изготовления фотошаблонов
Лазерное оборудование для изготовления фотошаблонов
Просмотры: 5350
Научно-производственное республиканское унитарное предприятие "КБТЭМ-ОМО" ГНПО "Планар" специализируется на научно-технических разработках и выпуске специального оптико-механического технологического и контрольно-измерительного оборудования для производства изделий микроэлектроники – изготовления и контроля фотошаблонов (в том числе шаблонов для печатных плат, ЖК-панелей, теневых масок цветных кинескопов), а также для литографии. Предприятием накоплен большой опыт выполнения совместных научно-технических разработок с компаниями из Южной Кореи, Тайваня, КНР. Продукция предприятия поставляется в Россию, Германию, Китай, Италию, Южную Корею, Мексику, Индию, Польшу, Тайвань, Израиль.
Применение лазерных технологий в оптико-механическом оборудовании для бездефектного изготовления оригиналов топологии изделий микроэлектроники обеспечивает высокую производительность при хороших точностных параметрах.
Новый комплекс специального технологического и контрольно-измерительного оборудования предназначен для реализации процесса бездефектного изготовления оригиналов топологии на фотошаблонах. Он представляет собой развитие моделей оборудования, которое "KBTЭM-OMO" производит уже сегодня (рис.1). Это многоканальный лазерный генератор изображений ЭМ-5189 с минимальным размером топологического элемента 0,6 мкм, многоканальный лазерный генератор ЭМ-5289 с минимальным размером топологического элемента 0,35 мкм; установка автоматического контроля топологии на соответствие проектным данным ЭМ-6329 (обнаружительная способность 0,25 мкм); лазерная система ремонта фотошаблонов ЭМ-5001B с минимальным размером ремонтируемого (непрозрачного и прозрачного) дефекта 0,5 мкм и установка визуального контроля фотошаблонов с двухсторонней пленочной защитой ЭМ-6015.
Структура нового комплекта специального технологического оборудования для бездефектного изготовления фотошаблонов показана на рис.2. Он включает в себя многоканальный ГУФ лазерный генератор изображений с минимальным размером элемента 0,2 мкм; установку контроля топологии на соответствие проектным данным с обнаружительной способностью 65 нм; установку лазерного устранения дефектов топологии фотошаблонов с минимальным размером устраняемых прозрачных и непрозрачных дефектов 0,2 мкм и установку контроля критических размеров топологии, которая позволяет производить измерения элементов с размерами до 0,35 мкм.
Многоканальный лазерный генератор изображений ЭМ-5389 относится к новому поколению лазерных генераторов для изготовления фотошаблонов. Он спроектирован с учетом современных требований производителей фотошаблонов технологического уровня 90 нм. Эти требования касаются повышения точности записи, увеличения плотности данных и снижения размера минимального элемента. Точность генератора ЭМ-5389 сравнима с точностью электронно-лучевых генераторов, поэтому, приняв во внимание традиционные преимущества лазерных генераторов изображений, можно сказать, что ЭМ-5389 идеально подходит для эффективного производства фотошаблонов. Высокая производительность, достигаемая при оптической обработке резиста, максимально сокращает время от ввода данных до изготовления фотошаблона. Система совмещения генератора дает возможность печатать многослойные фазосдвигающие фотошаблоны и изготавливать фотошаблоны в двухпроходном режиме.

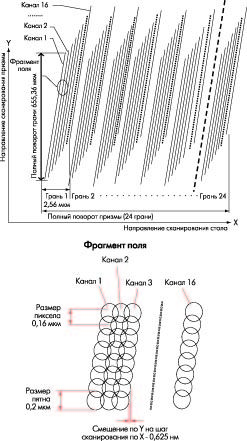
Оптико-механическое устройство генератора – оптический проекционный канал, датчик совмещения, осветитель, координатный стол с интерферометрической системой, механизм автофокусировки с датчиком автофокусировки – размещено на гранитном вибропоглощающем основании. Оптический проекционный канал в виде оптического блока установлен на верхней поверхности гранитного основания, а объектив помещен в полость стеклокерамической (ситалловой) плиты, которая служит базой для объектива, датчика автофокусировки и интерферометров системы координат. Источник экспонирующего излучения – непрерывный ГУФ аргоновый ионный лазер с длиной волны 257,2 нм и мощностью 1 Вт. Дифракционным элементом луч лазера разделяется на 32 луча равной интенсивности, которые затем преобразуются в 32 параллельных пучка с линейной поляризацией. Принцип формирования изображения в генераторе ЭМ-5389 иллюстрирует рис.3.
Установка контроля топологии ЭМ-6729 гарантирует максимально достоверное обнаружение дефектов топологии при минимальном количестве ложных дефектов. Оптическая система установки, построенная на базе 266-нм лазера AZURE, позволяет получать три типа изображения рисунка топологии фотошаблона:
обычное контрастное изображение в проходящем свете (для бинарных и EPSM-фотошаблонов);
изображение в отраженном свете;
изображение с фазовым контрастом, предназначенное для контроля фазосдвигающих шаблонов с переменным фазовым сдвигом, который получается в результате травления кварцевой подложки (AltPSM, безхромовых и т.д.).
Установка обеспечивает несколько режимов контроля, включая:
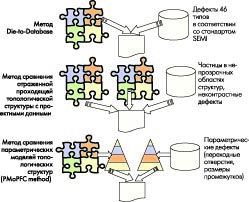
контроль в соответствии с традиционным методом Die-to-Database;
контроль при помощи нового метода сравнения изображений, полученных в отраженном и проходящем свете, с проектными данными. Этот метод позволяет обнаруживать загрязнения и частицы на непрозрачных топологических элементах, а также полностью классифицировать дефекты в автоматическом режиме;
новый метод сравнения параметрических моделей топологических структур (метод PMoPFC). Первая из этих моделей в методе РМоРFC соответствует оптическому изображению, полученному с фотошаблона, вторая – искусственному изображению, сгенерированному из проектных данных. Такие топологические элементы могут быть представлены либо как одиночные фигуры, либо как группы фигур. Этот метод особенно эффективен при контроле контактных окон и при оценке интегральных характеристик генераторов изображений. При контроле контактных слоев он обеспечивает чувствительность к дефектам на уровне 0,0625 размера пиксела. В этом случае вместо поэлементного сравнения бинаризованных или полутоновых моделей изображения сравнивают параметрические модели топологических структур. Общие принципы для каждого из трех методов контроля топологии представлены на рис.4.
Чтобы применять несколько методов контроля параллельно, необходимы быстродействующие специализированные алгоритмы детектирования и анализа дефектов. Возможная специализация алгоритмов обнаружения дефектов, позволяющая повысить достоверность и производительность контроля, показана на рис.5. Специализация алгоритмов обеспечивает высокую достоверность контроля: максимальную обнаружительную способность и минимум ложных дефектов или некритичных дефектов.

Принцип модульности конструкции, примененный в установке, позволяет использовать широкий диапазон параметров системы обнаружения дефектов без каких-либо существенных изменений механической конструкции. Соблюдение этого принципа обеспечивает функционирование множества приложений и оптимальную адаптацию оборудования к требованиям заказчика, т.е. возможность:
работы с различным размером пиксела в диапазоне 65–250 нм;
использования различных типов устройств загрузки фотошаблонов;
пакетной обработки при автоматической ориентации фотошаблона и полной автоматической классификации дефектов;
запуска режима оценки размеров элемента с вычислением интегральных параметров, таких как точность размера, нелинейность размера, нелинейность сканирования.
Источником излучения для оптической системы установки служит непрерывный ГУФ лазер, работающий на длине волны 266 нм. Это гарантирует высокую разрешающую способность и достаточную для надежной работы фотоэлектрических устройств регистрации изображения световую мощность.
Установка ремонта фотошаблонов ЭМ-5131 предназначена для ремонта фотошаблонов имеющих прозрачные и непрозрачные дефекты – островки, проколы, выступы, вырывы, закоротки между топологическими элементами, обрывы, скругление углов и т.д.
Ремонт прозрачных дефектов выполняется с помощью пиролитического осаждения металлоорганического соединения в зоне сфокусированного излучения непрерывного аргонового лазера. Источником излучения служит малогабаритный лазер с диодной накачкой, имеющий ряд преимуществ. Более короткая длина волны 488 нм и оптимальные характеристики излучения улучшают качество ремонта и обеспечивают более действенный контроль процесса ремонта.
Непрозрачные дефекты устраняют путем испарения покрытия шаблона сфокусированным излучением лазера, работающего в импульсно-периодическом режиме. Примечательно, что в установке используется новый технологический лазер с малой длиной импульса (130 пс). Лазер с такой длиной импульса не нарушает структуру материала подложки фотошаблона в процессе испарения остатков маскирующего покрытия. Лазер излучает на двух длинах волн 514 и 257 нм, а это позволяет работать в видимой области и в глубоком ультрафиолете и, соответственно, повышает производительность и качество ремонта фотошаблонов.
Выход в зону дефекта производится автоматически по информации, полученной от установки контроля. Эта информация (файл-ведомость дефектов) содержит: координаты привязки каждого дефекта, размеры проекций дефекта на координатные оси X и Y, номер и тип дефекта. Ведомость дефектов может передаваться как по последовательному интерфейсу, так и на магнитном носителе. Производство фотошаблона завершают операции по контролю критических размеров элементов топологии шаблона (открытого или защищенного пелликлом).
Установка контроля микроразмеров ЭМ-6239-01 предназначена для автоматизированного контроля размеров элементов топологического рисунка и позволяет производить измерения элементов с размерами до 0,35 мкм на всех типах фотошаблонов и на фотошаблонах с двухсторонней пленочной защитой.
Установку можно использоваться для визуального контроля топологии фотошаблонов при большом увеличении (размер пиксела 35 нм), задействовав данные от систем контроля или ретуши дефектов. Это полезно для детальной оценки результатов после ремонта фотошаблонов на длине волны экспонирования (365 нм). Установка работает по методу оптической микроскопии, когда критический размер элемента измеряется непосредственно по характерным точкам на профиле распределения интенсивности в его увеличенном изображении.
Точные измерения критических размеров проводятся в УФ-диапазоне на длине волны 365 нм монохромной CCD-камерой; режим освещения – проходящий или отраженный свет. Наблюдение за объектами ведется в видимом спектре в режиме отраженного света с помощью цветной CCD-камеры. Перед каждым измерением автоматически контролируется и устанавливается оптимальный уровень освещения и положение фокуса. Высокие метрологические характеристики и производительность контроля обеспечивает двухуровневая система фокусировки. На первом уровне при перемещении и наблюдении объекта работает лазерная система фокусировки. Ее преимущества – высокая чувствительность и динамические параметры, большая глубина захвата поверхности объекта (на два порядка превышает глубину резкости объектива), слабая зависимость результата фокусировки от оптических свойств поверхности образца и, что наиболее важно, возможность фокусироваться на движущейся поверхности образца (динамическая автофокусировка). Принцип работы основан на поиске плоскости объекта по минимальному размеру сфокусированного пятна, отраженного от объекта луча лазера. Источником излучения служит полупроводниковый лазер с управляемой интенсивностью излучения, работающий в ближней ИК-области спектра (670–720 нм). В системе используется свойство лазерного излучения фокусироваться на пятне, минимальные размеры которого обусловлены только дифракционными ограничениями рабочего объектива.

Для достижения максимально точной воспроизводимости и объективности фокусировки необходимо производить поиск фокуса по самому изображению, когда объект неподвижен (статическая фокусировка). Поиск фокуса производится в режиме вертикального сканирования с помощью алгоритма, который определяет величину некоторой характеристики в изображении и выбирает наилучшее положение фокуса как положение, при котором значение этой характеристики экстремально. Значения этой характеристики должны минимально зависеть от размеров элемента и уровня его освещенности. В положении фокуса по характерным точкам на профиле интенсивности, измеряется критический размер элемента. Если нужно измерить "абсолютный" размер, проводится калибровка по тест-шаблону с известными размерами. Затем полученный размер связывается с "абсолютным" с помощью мультипликативной и аддитивной поправок. Однако в большинстве случаев важно знать лишь отклонение размера от заданного значения.
Основные параметры установок ЭМ-5389, ЭМ-6729, ЭМ-5131, ЭМ-6239-01 приведены в табл. 1–8.
В заключение перечислим преимущества комплексного подхода к проектированию описанного оборудования.
Возможность получения всесторонней совместимости координатных систем установок. Эта совместимость достигается за счет применения однотипных интерферометрических систем контроля линейных перемещений, построенных на базе двухчастотных гелий-неоновых лазеров с длиной волны излучения 632 нм, а также благодаря одинаковым алгоритмам управления перемещением координатных столов.
Единые подходы к построению компенсации погрешностей системы координат. Эти погрешности связаны с изменениями параметров среды, локальной неоднородностью размеров фотошаблонов, изменением параметров во время производства компонентов координатной системы.
Единая система преобразования проектных данных для генератора изображений и установки контроля топологии. Эта система также включает общую подсистему введения корректирующих поправок на размеры элементов структуры. Совместимость данных проектирования между генераторами, с одной стороны, и установками контроля топологии, с другой, реализована не только на уровне формата данных, но и на уровне внутренних алгоритмов процесса векторно-растрового преобразования при построении искусственного изображения. Это связано, например, с алгоритмами округления, алгоритмами, использующимися для огибания профилей и т.д.
Возможность создания единых форматов данных при формировании баз данных дефектов топологии и применения единых подходов к классификации дефектов. При проектировании систем управления можно достичь максимальной унификации, что существенно упрощает эксплуатацию и техническое обслуживание оборудования.
Новый комплекс специального технологического и контрольно-измерительного оборудования предназначен для реализации процесса бездефектного изготовления оригиналов топологии на фотошаблонах. Он представляет собой развитие моделей оборудования, которое "KBTЭM-OMO" производит уже сегодня (рис.1). Это многоканальный лазерный генератор изображений ЭМ-5189 с минимальным размером топологического элемента 0,6 мкм, многоканальный лазерный генератор ЭМ-5289 с минимальным размером топологического элемента 0,35 мкм; установка автоматического контроля топологии на соответствие проектным данным ЭМ-6329 (обнаружительная способность 0,25 мкм); лазерная система ремонта фотошаблонов ЭМ-5001B с минимальным размером ремонтируемого (непрозрачного и прозрачного) дефекта 0,5 мкм и установка визуального контроля фотошаблонов с двухсторонней пленочной защитой ЭМ-6015.
Структура нового комплекта специального технологического оборудования для бездефектного изготовления фотошаблонов показана на рис.2. Он включает в себя многоканальный ГУФ лазерный генератор изображений с минимальным размером элемента 0,2 мкм; установку контроля топологии на соответствие проектным данным с обнаружительной способностью 65 нм; установку лазерного устранения дефектов топологии фотошаблонов с минимальным размером устраняемых прозрачных и непрозрачных дефектов 0,2 мкм и установку контроля критических размеров топологии, которая позволяет производить измерения элементов с размерами до 0,35 мкм.
Многоканальный лазерный генератор изображений ЭМ-5389 относится к новому поколению лазерных генераторов для изготовления фотошаблонов. Он спроектирован с учетом современных требований производителей фотошаблонов технологического уровня 90 нм. Эти требования касаются повышения точности записи, увеличения плотности данных и снижения размера минимального элемента. Точность генератора ЭМ-5389 сравнима с точностью электронно-лучевых генераторов, поэтому, приняв во внимание традиционные преимущества лазерных генераторов изображений, можно сказать, что ЭМ-5389 идеально подходит для эффективного производства фотошаблонов. Высокая производительность, достигаемая при оптической обработке резиста, максимально сокращает время от ввода данных до изготовления фотошаблона. Система совмещения генератора дает возможность печатать многослойные фазосдвигающие фотошаблоны и изготавливать фотошаблоны в двухпроходном режиме.
Рис.1. Комплекс оборудования для бездефектного производства фотошаблонов
Оптико-механическое устройство генератора – оптический проекционный канал, датчик совмещения, осветитель, координатный стол с интерферометрической системой, механизм автофокусировки с датчиком автофокусировки – размещено на гранитном вибропоглощающем основании. Оптический проекционный канал в виде оптического блока установлен на верхней поверхности гранитного основания, а объектив помещен в полость стеклокерамической (ситалловой) плиты, которая служит базой для объектива, датчика автофокусировки и интерферометров системы координат. Источник экспонирующего излучения – непрерывный ГУФ аргоновый ионный лазер с длиной волны 257,2 нм и мощностью 1 Вт. Дифракционным элементом луч лазера разделяется на 32 луча равной интенсивности, которые затем преобразуются в 32 параллельных пучка с линейной поляризацией. Принцип формирования изображения в генераторе ЭМ-5389 иллюстрирует рис.3.
Установка контроля топологии ЭМ-6729 гарантирует максимально достоверное обнаружение дефектов топологии при минимальном количестве ложных дефектов. Оптическая система установки, построенная на базе 266-нм лазера AZURE, позволяет получать три типа изображения рисунка топологии фотошаблона:
обычное контрастное изображение в проходящем свете (для бинарных и EPSM-фотошаблонов);
изображение в отраженном свете;
изображение с фазовым контрастом, предназначенное для контроля фазосдвигающих шаблонов с переменным фазовым сдвигом, который получается в результате травления кварцевой подложки (AltPSM, безхромовых и т.д.).
Установка обеспечивает несколько режимов контроля, включая:
контроль в соответствии с традиционным методом Die-to-Database;
контроль при помощи нового метода сравнения изображений, полученных в отраженном и проходящем свете, с проектными данными. Этот метод позволяет обнаруживать загрязнения и частицы на непрозрачных топологических элементах, а также полностью классифицировать дефекты в автоматическом режиме;
новый метод сравнения параметрических моделей топологических структур (метод PMoPFC). Первая из этих моделей в методе РМоРFC соответствует оптическому изображению, полученному с фотошаблона, вторая – искусственному изображению, сгенерированному из проектных данных. Такие топологические элементы могут быть представлены либо как одиночные фигуры, либо как группы фигур. Этот метод особенно эффективен при контроле контактных окон и при оценке интегральных характеристик генераторов изображений. При контроле контактных слоев он обеспечивает чувствительность к дефектам на уровне 0,0625 размера пиксела. В этом случае вместо поэлементного сравнения бинаризованных или полутоновых моделей изображения сравнивают параметрические модели топологических структур. Общие принципы для каждого из трех методов контроля топологии представлены на рис.4.
Чтобы применять несколько методов контроля параллельно, необходимы быстродействующие специализированные алгоритмы детектирования и анализа дефектов. Возможная специализация алгоритмов обнаружения дефектов, позволяющая повысить достоверность и производительность контроля, показана на рис.5. Специализация алгоритмов обеспечивает высокую достоверность контроля: максимальную обнаружительную способность и минимум ложных дефектов или некритичных дефектов.
Рис.2. Комплекс оборудования для бездефектного производства фотошаблонов (разрабатывается)
Принцип модульности конструкции, примененный в установке, позволяет использовать широкий диапазон параметров системы обнаружения дефектов без каких-либо существенных изменений механической конструкции. Соблюдение этого принципа обеспечивает функционирование множества приложений и оптимальную адаптацию оборудования к требованиям заказчика, т.е. возможность:
работы с различным размером пиксела в диапазоне 65–250 нм;
использования различных типов устройств загрузки фотошаблонов;
пакетной обработки при автоматической ориентации фотошаблона и полной автоматической классификации дефектов;
запуска режима оценки размеров элемента с вычислением интегральных параметров, таких как точность размера, нелинейность размера, нелинейность сканирования.
Источником излучения для оптической системы установки служит непрерывный ГУФ лазер, работающий на длине волны 266 нм. Это гарантирует высокую разрешающую способность и достаточную для надежной работы фотоэлектрических устройств регистрации изображения световую мощность.
Установка ремонта фотошаблонов ЭМ-5131 предназначена для ремонта фотошаблонов имеющих прозрачные и непрозрачные дефекты – островки, проколы, выступы, вырывы, закоротки между топологическими элементами, обрывы, скругление углов и т.д.
Ремонт прозрачных дефектов выполняется с помощью пиролитического осаждения металлоорганического соединения в зоне сфокусированного излучения непрерывного аргонового лазера. Источником излучения служит малогабаритный лазер с диодной накачкой, имеющий ряд преимуществ. Более короткая длина волны 488 нм и оптимальные характеристики излучения улучшают качество ремонта и обеспечивают более действенный контроль процесса ремонта.
Непрозрачные дефекты устраняют путем испарения покрытия шаблона сфокусированным излучением лазера, работающего в импульсно-периодическом режиме. Примечательно, что в установке используется новый технологический лазер с малой длиной импульса (130 пс). Лазер с такой длиной импульса не нарушает структуру материала подложки фотошаблона в процессе испарения остатков маскирующего покрытия. Лазер излучает на двух длинах волн 514 и 257 нм, а это позволяет работать в видимой области и в глубоком ультрафиолете и, соответственно, повышает производительность и качество ремонта фотошаблонов.
Выход в зону дефекта производится автоматически по информации, полученной от установки контроля. Эта информация (файл-ведомость дефектов) содержит: координаты привязки каждого дефекта, размеры проекций дефекта на координатные оси X и Y, номер и тип дефекта. Ведомость дефектов может передаваться как по последовательному интерфейсу, так и на магнитном носителе. Производство фотошаблона завершают операции по контролю критических размеров элементов топологии шаблона (открытого или защищенного пелликлом).
Установка контроля микроразмеров ЭМ-6239-01 предназначена для автоматизированного контроля размеров элементов топологического рисунка и позволяет производить измерения элементов с размерами до 0,35 мкм на всех типах фотошаблонов и на фотошаблонах с двухсторонней пленочной защитой.
Установку можно использоваться для визуального контроля топологии фотошаблонов при большом увеличении (размер пиксела 35 нм), задействовав данные от систем контроля или ретуши дефектов. Это полезно для детальной оценки результатов после ремонта фотошаблонов на длине волны экспонирования (365 нм). Установка работает по методу оптической микроскопии, когда критический размер элемента измеряется непосредственно по характерным точкам на профиле распределения интенсивности в его увеличенном изображении.
Точные измерения критических размеров проводятся в УФ-диапазоне на длине волны 365 нм монохромной CCD-камерой; режим освещения – проходящий или отраженный свет. Наблюдение за объектами ведется в видимом спектре в режиме отраженного света с помощью цветной CCD-камеры. Перед каждым измерением автоматически контролируется и устанавливается оптимальный уровень освещения и положение фокуса. Высокие метрологические характеристики и производительность контроля обеспечивает двухуровневая система фокусировки. На первом уровне при перемещении и наблюдении объекта работает лазерная система фокусировки. Ее преимущества – высокая чувствительность и динамические параметры, большая глубина захвата поверхности объекта (на два порядка превышает глубину резкости объектива), слабая зависимость результата фокусировки от оптических свойств поверхности образца и, что наиболее важно, возможность фокусироваться на движущейся поверхности образца (динамическая автофокусировка). Принцип работы основан на поиске плоскости объекта по минимальному размеру сфокусированного пятна, отраженного от объекта луча лазера. Источником излучения служит полупроводниковый лазер с управляемой интенсивностью излучения, работающий в ближней ИК-области спектра (670–720 нм). В системе используется свойство лазерного излучения фокусироваться на пятне, минимальные размеры которого обусловлены только дифракционными ограничениями рабочего объектива.
Рис.3. Принцип формирования изображения у генератора ЭМ-5389
Рис.4. Общие принципы реализации трех методов контроля топологических структур
Рис.5. Специализация алгоритмов детектирования дефектов
Для достижения максимально точной воспроизводимости и объективности фокусировки необходимо производить поиск фокуса по самому изображению, когда объект неподвижен (статическая фокусировка). Поиск фокуса производится в режиме вертикального сканирования с помощью алгоритма, который определяет величину некоторой характеристики в изображении и выбирает наилучшее положение фокуса как положение, при котором значение этой характеристики экстремально. Значения этой характеристики должны минимально зависеть от размеров элемента и уровня его освещенности. В положении фокуса по характерным точкам на профиле интенсивности, измеряется критический размер элемента. Если нужно измерить "абсолютный" размер, проводится калибровка по тест-шаблону с известными размерами. Затем полученный размер связывается с "абсолютным" с помощью мультипликативной и аддитивной поправок. Однако в большинстве случаев важно знать лишь отклонение размера от заданного значения.
Основные параметры установок ЭМ-5389, ЭМ-6729, ЭМ-5131, ЭМ-6239-01 приведены в табл. 1–8.
В заключение перечислим преимущества комплексного подхода к проектированию описанного оборудования.
Возможность получения всесторонней совместимости координатных систем установок. Эта совместимость достигается за счет применения однотипных интерферометрических систем контроля линейных перемещений, построенных на базе двухчастотных гелий-неоновых лазеров с длиной волны излучения 632 нм, а также благодаря одинаковым алгоритмам управления перемещением координатных столов.
Единые подходы к построению компенсации погрешностей системы координат. Эти погрешности связаны с изменениями параметров среды, локальной неоднородностью размеров фотошаблонов, изменением параметров во время производства компонентов координатной системы.
Единая система преобразования проектных данных для генератора изображений и установки контроля топологии. Эта система также включает общую подсистему введения корректирующих поправок на размеры элементов структуры. Совместимость данных проектирования между генераторами, с одной стороны, и установками контроля топологии, с другой, реализована не только на уровне формата данных, но и на уровне внутренних алгоритмов процесса векторно-растрового преобразования при построении искусственного изображения. Это связано, например, с алгоритмами округления, алгоритмами, использующимися для огибания профилей и т.д.
Возможность создания единых форматов данных при формировании баз данных дефектов топологии и применения единых подходов к классификации дефектов. При проектировании систем управления можно достичь максимальной унификации, что существенно упрощает эксплуатацию и техническое обслуживание оборудования.
Отзывы читателей